Przygotowanie modelu do druku 3D - o czym pamiętać?



Przed przystąpieniem do drukowania, kluczowe jest właściwe przygotowanie modelu. O czym w takim razie warto pamiętać w procesie jego tworzenia?
Wybór programu do modelowania 3D
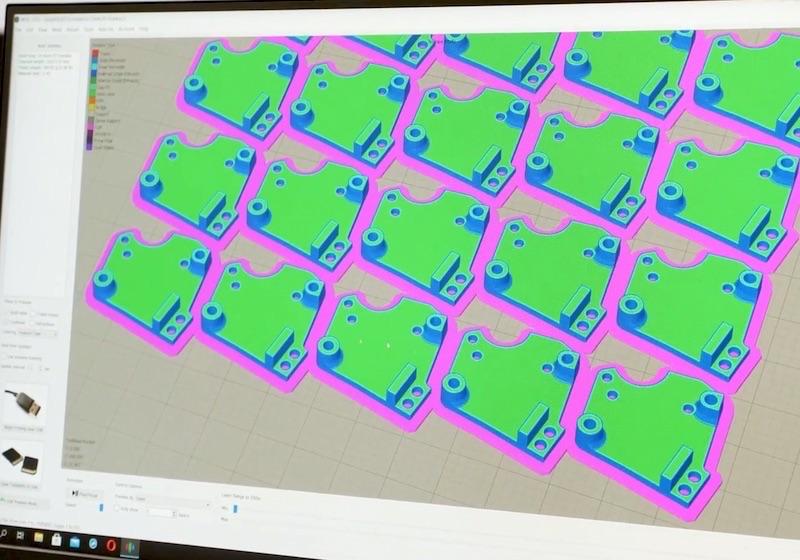
Drukowanie w technologii 3D daje niemal nieograniczone możliwości. Zanim jednak do niego dojdzie, kluczowe jest właściwe przygotowanie modelu. Bez niego bowiem jakość wydruku może znacznie odbiegać od przyjętych założeń. Projektowanie, modelowanie i następnie drukowanie 3D nie będzie mogło być zrealizowane bez odpowiedniego programu. Do profesjonalnych i skomplikowanych projektów należy wybrać oprogramowanie CAD. Dzięki niemu model powstanie sprawnie, a praca na nim będzie z pewnością najbardziej efektywna. Warto pamiętać o tym, żeby dawał on możliwość zapisania pliku w formacie .stl (ew. .obj) lub pozwalał go przekonwertować z istniejącego, choćby za pomocą pluginu. Programy tego typu mogą kosztować nawet kilka tysięcy złotych, ale istnieje szereg całkiem dobrych darmowych rozwiązań. Wybór aplikacji będzie zależał od potrzeb, ilości dostępnych narzędzi, a także łatwości obsługi.
Na jakie elementy i parametry modelowanego obiektu zwrócić uwagę?
Przygotowując model do druku 3D, warto mieć na względzie 9 rzeczy:
-
Grubość ścianek - ścianki dzieli się na wsparte, mające połączenie z przynajmniej dwoma innymi ściankami modelu i niewsparte, połączone z modelem tylko jedną krawędzią. W zależności od ich typu i rodzaju technologii wydruku powinny mieć zachowane minimalne grubości, aby można było uznać go za udany. Rozstrzał może nie wydaje się duży, ale zachowanie tych parametrów jest koniecznością. Kształtują się one w taki sposób:
- FDM - przynajmniej 0,8 mm dla ścianek wspartych i niewspartych;
- SLA - od 0,5 mm dla ścianek wspartych i 1 mm dla ścianek niewspartych;
- MJF - co najmniej 0,7 mm dla ścianek wspartych;
- DMLS - 0,4 mm dla ścianek wspartych i przynajmniej 0,5 mm dla ścianek niewspartych.
- Średnice otworów w elementach, które zakładają ich istnienie, także muszą przyjąć odpowiednie wartości dla konkretnych technologii. Wynoszą one 0,5 mm dla SLA, 1,5 mm dla MJF i DMLS oraz 2 mm w przypadku FDM.
- Mosty można niekiedy stosować bez potrzeby stosowania podpór. Należy jednak pamiętać o kilku kwestiach - w technologii FDM powinien mieć długość max. 10 mm, a w przypadku SLA i MJF trzeba stosować struktury podporowe, bo w innym razie drukowanie mostów może się nie udać.
- Projekty z wytłoczeniami i wklęsłością powinny mieć odpowiednie szerokości i wysokości w zależności od zastosowanej technologii. Bez zachowania wskazanych minimalnych wartości jakość i wygląd przedmiotu może odbiegać od oczekiwanych założeń. Dla:
- FDM są to 0,6 mm szerokości i 2 mm wysokości;
- SLA z kolei - 0,4 mm szerokości i 0,4 mm wysokości;
- MJF musi mieć zachowane 1 mm szerokości i 1 mm wysokości;
- DMLS wartości kształtują się tak, że powinno być zachowane 0,1 mm szerokości i 0,1 mm wysokości.
- W przypadku, kiedy przedmiot będzie miał ruchome elementy w projekcie, należy uwzględnić wielkość szczelin między obiektem a na przykład podporami czy innymi ruchomymi elementami. Odległości w zależności od technologii są zmienne - MJF - 0,3 mm, dla SLA i FDM będą wynosić 0,5 mm. Z kolei w przypadku DMLS tworzenie ruchomych elementów nie jest zalecane.
- Jeśli obiekt będzie zawierał wystające elementy o kształcie walca, warto wziąć pod uwagę jego średnicę. Tak jak w poprzednich przypadkach będzie się ona różna, gdy wybierze się daną metodę. Minimalna średnica wystającego elementu dla SLA wynosi 0,5 mm, MJF - 0,8 mm, DMLS to 1 mm, a dla FDM 3 mm.
- Zalecane są minimalne rozmiary otworów do usunięcia niescalonego materiału. Dla technologii SLA szczelina powinna mieć 4 mm, MJF i DMLS - 5mm. W przypadku FDM nie bierze się tego pod uwagę.
- Stosowanie podpór jest konieczne w technologii SLA i występują w formie cienkich rozgałęzionych struktur. Podobnie w DMLS z tym że ich usunięcie wymaga dodatkowej obróbki na późniejszym etapie. W FDM struktury podporowe stosowane są, gdy powierzchnia ułożona jest pod kątem większym niż 45° w stosunku do platformy roboczej. Natomiast MJF nie wymaga ich w ogóle, ponieważ funkcję podpory spełnia niespieczony proszek.
- W każdej technologii warto brać też pod uwagę różnice w tolerancji wymiarowej. Dla FDM i SLA wynosi ona ± 0,5 %, dla MJF ± 0,3 %, a dla DMLS jedynie ± 0,1 mm.
Dobór parametrów w czasie przygotowania modelu do druku 3D według wskazanych wytycznych sprawi, że uda się uzyskać oczekiwane rezultaty. Zwracanie uwagi na tak wiele elementów nie jest proste i wymaga wiedzy oraz doświadczenia. Dlatego warto się do tego przygotować i w razie potrzeby skorzystać z pomocy fachowców w tej dziedzinie.
Znajdź firmy oferujące oprogramowanie do projektowania 3D:
--> https://3don.pl/katalog-firm/projektowanie-3d
Znajdź firmy oferujące drukarki 3D:
--> https://3don.pl/katalog-firm/druk-3d/drukarki-3d
Źródło: 3don.pl
Redaktor: MRR, 3don.pl
Dodano 08.12.2022